For most CNC enthusiasts, solid carbide is the gold standard. However, as you move into professional-grade fabrication involving carbon fiber, G10, high-pressure laminates (HPL), or abrasive fiberglass, even the highest quality carbide will dull in minutes. This is where diamond coated CNC bits—specifically Polycrystalline Diamond (PCD) and Amorphous Diamond (CVD) coatings—become essential.
Mastering these specialized tools is the difference between a clean, professional finish and a ruined, frayed workpiece. To see where these high-end tools sit in the hierarchy of your workshop, refer to our [The Ultimate Guide to CNC Router Bits: Selection, Speeds, and Materials].
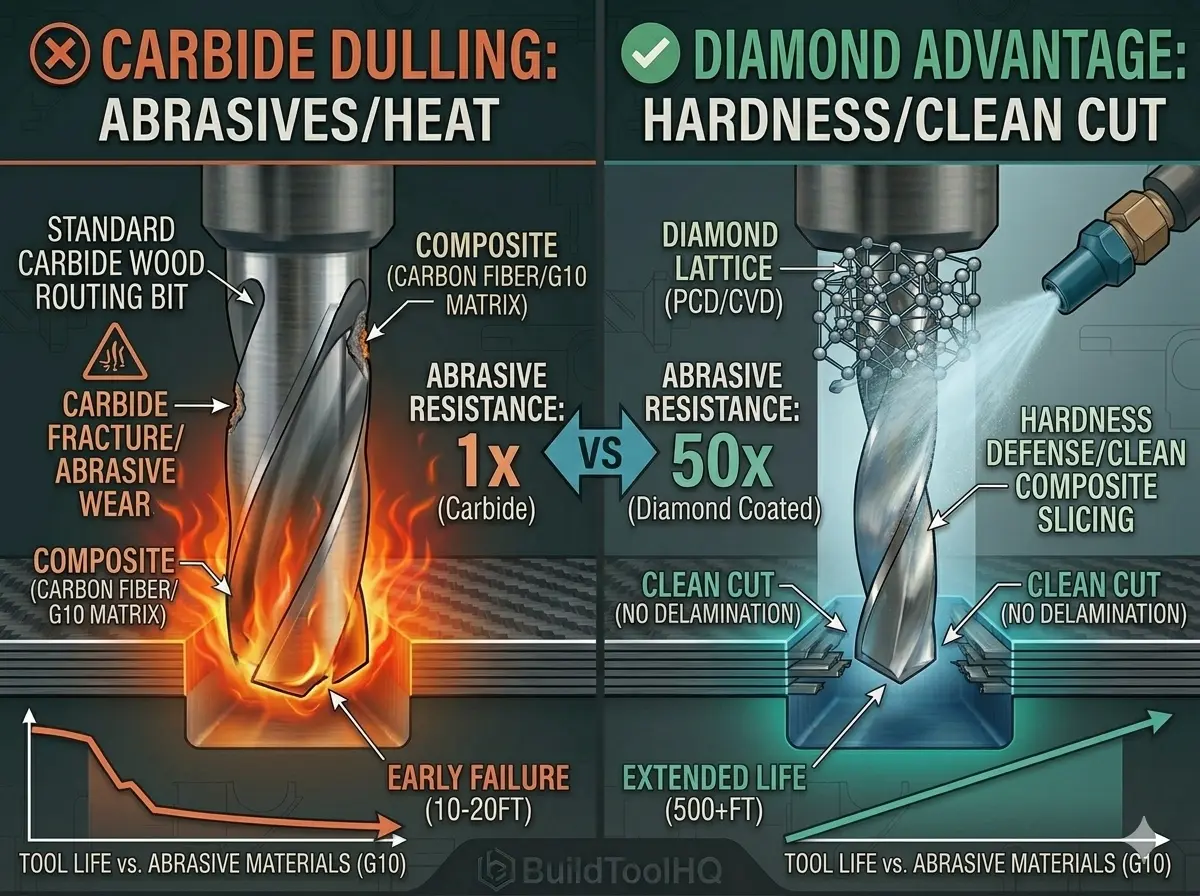
1. The Science of Abrasive Wear
Standard materials like wood or soft plastics “cut” cleanly. However, composite materials are essentially a matrix of glue and microscopic “rocks” (glass or carbon fibers). When you use a standard [Upcut vs. Downcut vs. Compression Bits: When to use each for edge finish] on carbon fiber, those fibers act like sandpaper, grinding away the sharp edge of the carbide.
Why Choose Diamond Coated CNC Bits?
Diamond coated CNC bits utilize a layer of real or synthetic diamond bonded to the carbide shank. Because diamond is the hardest known material, it resists this abrasive grinding action. While a carbide bit might last for 10 feet of cutting in G10, a PCD diamond bit can often go for 500 feet or more, making diamond coated CNC bits the most cost-effective choice for industrial runs.
2. PCD vs. CVD: Choosing Your Diamond
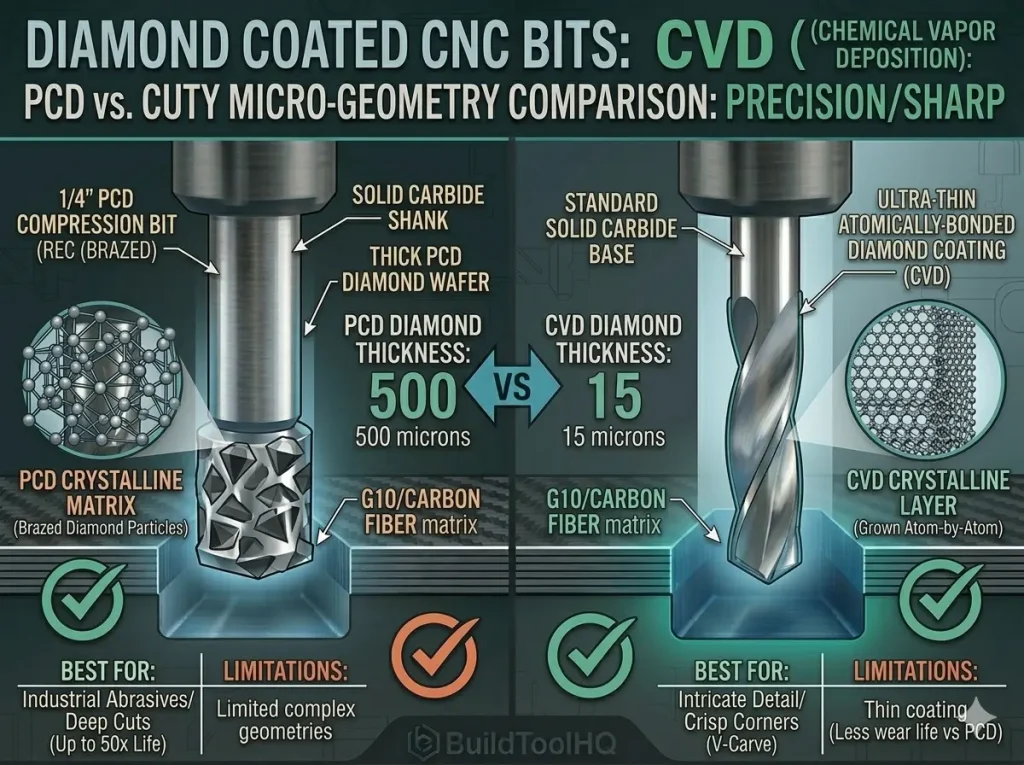
Not all diamond coated CNC bits are created equal. Depending on your project, you will choose between two primary types of diamond technology.
- PCD (Polycrystalline Diamond): These bits have a thick wafer of diamond brazed onto the tool. They are the “tank” of the CNC world—incredibly durable but often limited in complex geometries.
- CVD / Amorphous Diamond: This is a thin, microscopic coating applied to a carbide bit. It allows for the complex “O-flute” shapes we discussed in our guide for [O-Flute Bits for Plastics and Acrylics: Managing heat and preventing melting] while providing a surface hardness nearly equal to a natural diamond.
3. Tool Geometry for Composites (Compression is King)
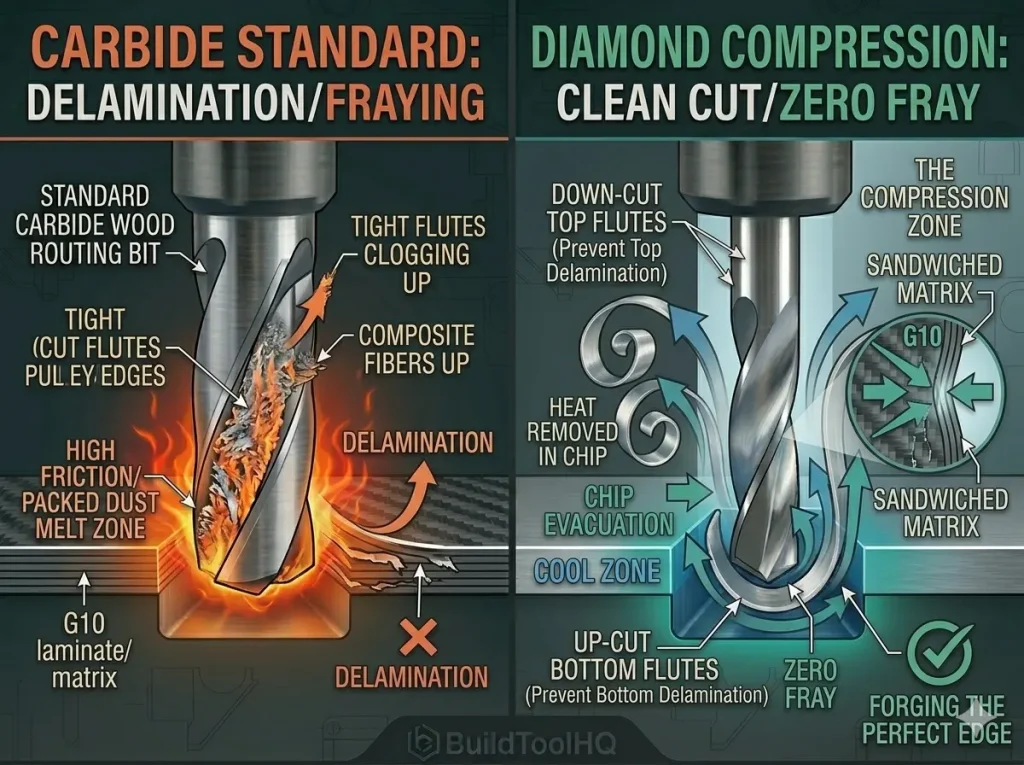
Why compression is king: This technical diagram visualizes the victory. A standard 2-flute bit (left) quickly creates delamination fraying in G10. The diamond coated compression bit (right) uses top-down and bottom-up flutes to create "THE COMPRESSION ZONE." The exploded view (right) shows how this sandwiches the G10 core matrix together with support, allowing the PCD edge to slice the supported fibers cleanly, guaranteeing a zero-fray finish in abrasive materials with diamond coated CNC bits.When machining abrasive composites like carbon fiber or fiberglass, the “fraying” of the top and bottom layers is your biggest hurdle. This is why many diamond coated CNC bits use a compression geometry.
Preventing Delamination
A compression bit combines upcut and downcut flutes, sandwiching the material toward the center. This is the same logic used for high-end [Best CNC Bits for Plywood and Hardwoods: A deep dive into wood-specific geometry] to prevent splintering, but with the added hardness required to slice through glass fibers.
If you are working on 3D contoured composite parts, such as an aerodynamic wing, you may need to transition to a diamond-coated version of the tools found in our [Ball Nose vs. Tapered Ball Nose: The nuances of 3D carving and finishing passes] guide.
4. Speeds, Feeds, and the “Dust” Factor
Unlike [Aluminum Cutting with CNC: Single-flute secrets and lubrication], where we focus on large chips, abrasive composites produce a very fine, hazardous dust.
- RPM and Feed Rate: Diamond coated CNC bits can handle higher RPMs, but you must keep your feed rate fast. If you dwell too long, friction will heat the resin, causing it to “gum up” the diamond coated CNC bits.
- Dust Collection: Carbon fiber dust is electrically conductive and fiberglass is a respiratory irritant. High-velocity vacuum boots are mandatory.
5. Specialized Bits for Signage and Inlays
Often, you may find yourself using abrasive “faux-stone” or phenolic resins for high-end signage. These materials are incredibly hard on standard bits.
If your design requires intricate lettering, you cannot rely on standard carbide. You must use specialized diamond coated CNC bits designed for sign making, specifically diamond-tipped [V-Carve Bits and Sign Making: Achieving crisp detail and sharp corners]. This ensures the “point” of the bit stays sharp, maintaining the crisp corners required for professional work.
6. Cost vs. Longevity: Is the Investment Worth It?
The sticker shock of diamond coated CNC bits is real—they can cost 5x to 10x more than carbide. However, the ROI is calculated in “uptime”.
- Reduced Tool Changes: You don’t have to swap a dull bit every 20 minutes.
- Finish Quality: A sharp diamond edge prevents “hairy” edges that require hours of sanding.
- Accuracy: Unlike dulling carbide, diamond coated CNC bits stay sharp, ensuring your slots stay exactly to the millimeter. This precision is just as vital as having a level bed, which you can achieve using a [Surfacing bit for CNC router].
7. Maintenance of High-End Diamond Tooling
Carving through dense composites means your diamond coated CNC bits will face extreme resin buildup.
- Cleaning: Often, the bit isn’t dull; it’s just coated in melted resin. Follow the chemical cleaning steps in our [CNC Bit Maintenance: Sharpening, cleaning, and storage for longevity] guide.
- Leveling: For large sheets of G10 or FR4, ensure your spoilboard is perfectly trammed using [Surfacing and Slab Leveling Bits: Mastering large-area clearing] to prevent uneven depth of cut.
Conclusion: The Ultimate Tool for the Ultimate Material
Diamond coated CNC bits represent the pinnacle of routing technology. By investing in these tools, you move beyond the limitations of wood and soft metals and enter the world of aerospace-grade composites and industrial-strength laminates.
Frequently Asked Questions (FAQ)
Can I use diamond coated CNC bits on aluminum?
Actually, no. Diamond has a chemical affinity for carbon, and at high temperatures, the diamond can actually dissolve into the metal. For metal, stick to our [Aluminum Cutting with CNC: Single-flute secrets and lubrication] guide.
How do I know if my bit is PCD or CVD?
PCD bits usually have a visible “chip” of black diamond material at the cutting edge. CVD bits look like standard bits but have a rainbow-like or matte black sheen.
Can I sharpen diamond coated CNC bits?
PCD bits must be sent to a professional service that uses electrical discharge machining (EDM). Standard grinders cannot touch diamond.