Machining aluminum on a gantry-style CNC router is often seen as the “final boss” for makers. Unlike wood, aluminum has a narrow window for success. If your speeds are wrong, you’ll hear a deafening scream; if your lubrication fails, the aluminum will weld itself to your tool flutes. However, by mastering aluminum cutting with CNC, you open the door to professional-grade brackets, faceplates, and mechanical parts.
The secret isn’t a bigger motor—it’s the math of chip evacuation, rigidity, and strategic heat management. This level of precision is a core component of your overarching shop strategy, which we detail extensively in [The Ultimate Guide to CNC Router Bits: Selection, Speeds, and Materials].
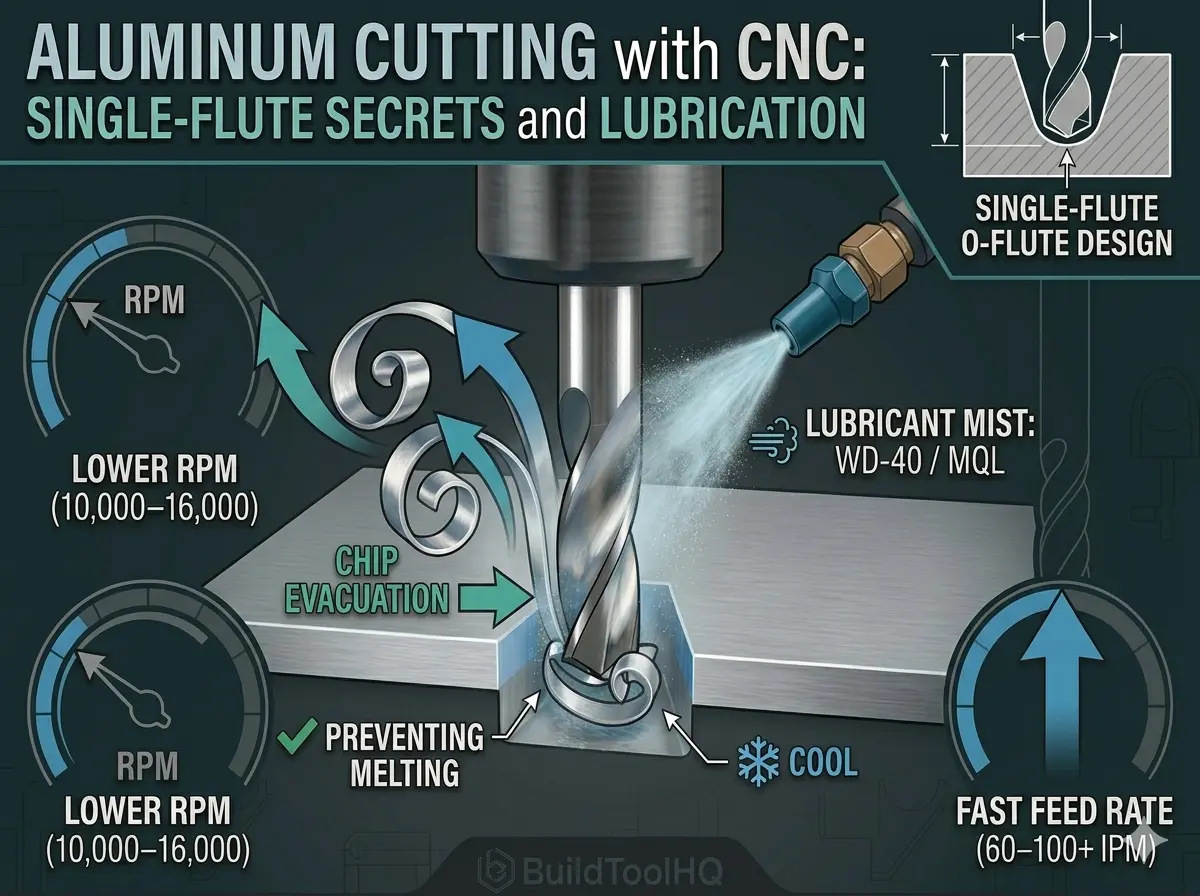
1. Why Single-Flute Bits are Non-Negotiable
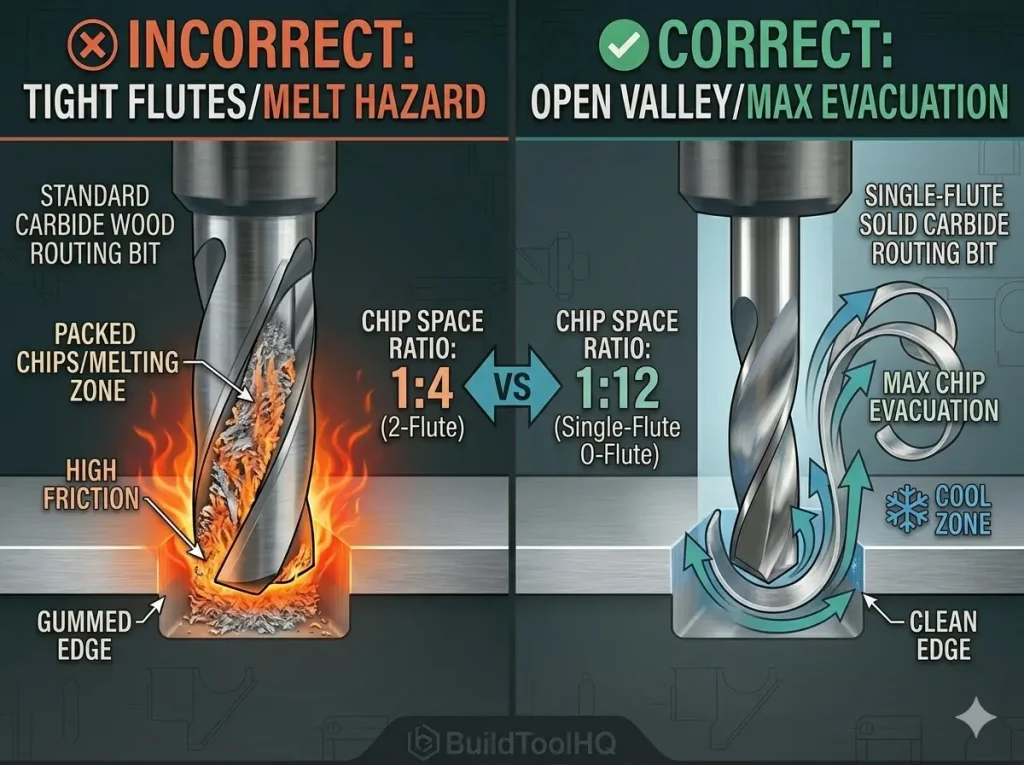
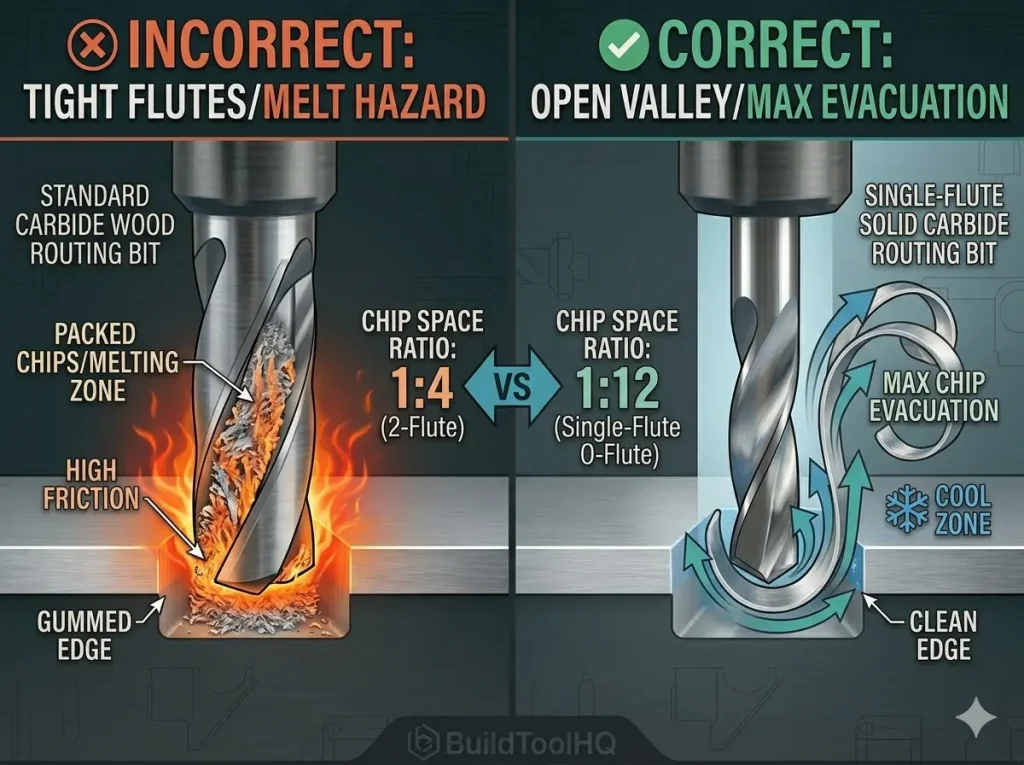
When aluminum cutting with CNC, your biggest enemy is heat. Standard woodworking bits with 2 or 3 flutes, such as those discussed in our [Upcut vs. Downcut vs. Compression Bits: When to use each for edge finish] guide, are often disastrous in aluminum because they don’t provide enough space for the metal chips to escape.
The Single-Flute Advantage
In aluminum, you need a single-flute “O-flute” bit. Because there is only one cutting edge, the “valley” (the flute) is massive. This allows large, hot aluminum chips to be flung away before they can weld to the carbide. Using a single-flute bit also allows you to maintain a high feed rate while keeping your RPM lower, which is the foundational secret to keeping the tool cool.
2. Speeds and Feeds: The “Sweet Spot” Formula
Most beginners make the mistake of running the spindle too fast and the movement too slow. This causes the bit to “rub” rather than “cut,” creating friction that melts the aluminum.
Understanding Chip Load in Metal
- The Goal: You want to produce “6-shaped” chips, not silver dust. Dust indicates you are grinding the metal, which generates heat.
- The Strategy: Lower your RPM (typically 10,000–16,000) and increase your feed rate (60–100+ IPM depending on machine rigidity).
If you are transitioning from cutting Plexiglass, you’ll find the logic is identical to our [O-Flute Bits for Plastics and Acrylics: Managing heat and preventing melting] guide: chip load is everything. If the bit takes a big enough “bite,” the heat leaves the part inside the chip rather than staying in the tool.
3. The Necessity of Lubrication and “Mister” Systems
You can cut wood dry, but aluminum cutting with CNC almost always requires a lubricant or a “coolant”. Without it, the aluminum becomes “sticky” as it heats up, leading to built-up edge (BUE).
WD-40 vs. Mist Systems
For short runs, a manual spray of WD-40 can work, but for professional results, a Minimum Quantity Lubrication (MQL) system is best. These systems use compressed air to atomize lubricant directly onto the bit.
- Air-Cooling: The constant blast clears chips so the bit doesn’t “recut” them.
- Lubrication: The oil prevents the aluminum from sticking to the carbide flutes.
If you are building signs that combine metal and wood, ensure your lubrication doesn’t soak into the wooden elements, particularly when using [Best CNC Bits for Plywood and Hardwoods: A deep dive into wood-specific geometry] or detailed [V-Carve Bits and Sign Making: Achieving crisp detail and sharp corners].
4. Rigidity and Workholding Strategies
Aluminum exerts much higher lateral forces on your machine than wood does. If your part moves even a fraction of a millimeter, the bit will chatter and likely break.
- Advanced Workholding: Blue Tape and Super Glue are excellent for thin aluminum sheets where traditional clamps might bow the material.
- Depth of Cut (DOC): Be conservative. It is better to take multiple shallow passes (0.2mm – 0.5mm) at high speed than one deep pass.
For those doing intricate 3D carvings in soft metals, the same principles of rigidity apply as they do in our [Ball Nose vs. Tapered Ball Nose: The nuances of 3D carving and finishing passes] guide—stability is the parent of precision.
5. Integrating Metal into Your Tooling Ecosystem
Successfully aluminum cutting with CNC requires a level of machine maintenance often overlooked in woodworking. Ensure your spindle is trammed and your wasteboard is perfectly flat. You must refer to our guide on the [Surfacing bit for CNC router] to level your spoilboard before attempting metalwork.
Additionally, metal chips are abrasive. Even with a mister, you must protect your investment. Review our [CNC Bit Maintenance: Sharpening, cleaning, and storage for longevity] protocols to ensure your O-flutes remain sharp for the next job. For ultra-hard alloys or high-production runs, you might eventually require the durability of [Diamond Coated & Specialized Bits: For composites and abrasive materials].
6.Troubleshooting common CNC Aluminum Issues
- The Screaming Sound: This means your RPM is too high for your feed rate. The bit is “rubbing.” Increase your feed rate or lower your RPM immediately.
- The “Gummy” Build-up: If you see silver blobs stuck to your bit, your lubrication is insufficient. Stop the cut before the bit snaps.
- Rough Edge Finish: Often caused by “chatter.” Check your workholding and decrease your Depth of Cut.
7.Professional Finishing Pass Strategy
To achieve a “mirror” finish on your metal projects, don’t try to complete the aluminum cutting with CNC in a single pass. Instead, use a tiered approach to manage the heat and tool deflection that often occurs during aluminum cutting with CNC.
- Roughing Pass: During the bulk of your aluminum cutting with CNC, leave approximately $0.2mm$ of material on the walls. This ensures that any “chatter” or vibration from the high-load stage doesn’t ruin the final dimensions of the part.
- Finishing Pass: For the final stage of aluminum cutting with CNC, run the single-flute bit at the full depth of the part but with a very small step-over. Switching to conventional milling for this final shave allows the bit to move against the rotation, yielding a cleaner surface.
This two-step method is the BuildToolHQ secret to successful aluminum cutting with CNC, resulting in parts that look like they were manufactured on an industrial mill rather than a hobbyist router.
Conclusion: Mastering the Metal
Mastering aluminum cutting with CNC is a major milestone for any maker. It moves you beyond simple woodworking, transforming you from a hobbyist into a capable machinist. By selecting a high-quality single-flute bit, dialing in your feed rates to produce actual chips, and using consistent lubrication, you can produce professional-grade results. Ultimately, successful aluminum cutting with CNC allows you to produce parts that look like they came out of an industrial machine shop. As you refine your strategy for aluminum cutting with CNC, you’ll find that precision and heat management are the keys to unlocking the full potential of your gantry-style router.
Frequently Asked Questions (FAQ)
What is the best aluminum alloy for CNC?
6061-T6 is the industry standard for its balance of strength and machinability. However, 7075 is actually easier to machine (it’s less “gummy”), though it is significantly more expensive.
Can I use a shop vac for chip clearance?
Yes, but be careful. Aluminum chips are sharp and heavy. A dedicated air blast (mister) is far more effective for clearing the cut path than a vacuum alone.
How do I clean an aluminum-welded bit?
If aluminum has melted onto your carbide bit, you can often dissolve the aluminum by soaking the bit in a lye solution (sodium hydroxide). The lye will eat the aluminum but leave the tungsten carbide unharmed.
Can I use these bits for surfacing?
No, O-flutes are for profile cutting. For large-area leveling, you need a dedicated [Surfacing and Slab Leveling Bits: Mastering large-area clearing].