
Choosing the right surfacing bit for CNC router tasks is the secret to mastering large-scale projects like live-edge slab leveling and high-end epoxy production. When you face a twisted 8-foot slab of walnut or a messy spoilboard, a standard $1/4″$ spiral bit is an exercise in futility. To dominate these challenges, you must understand the specialized geometry of Surfacing and Slab Leveling Bits.
This guide is designed to move you past basic profiling and into the specialized art of high-volume facing operations. If you are just starting your tooling journey, ensure you first bookmark our [The Ultimate Guide to CNC Router Bits: Selection, Speeds, and Materials] for foundational terminology. For a breakdown of bits optimized for clean profiles in composite wood, see our guide on the [Best CNC Bits for Plywood and Hardwoods: A deep dive into wood-specific geometry].
1. The Large-Area Challenge: Why Surfacing Bits Rule
The primary limitation of a standard CNC bit is its Surface Feet per Minute ($SFM$). A small $1/2″$ bit at 18,000 RPM is cutting a finite amount of wood. To clear a wide area efficiently, you need the massive diameter of Surfacing and Slab Leveling Bits to cover more ground with every rotation.
A specialized surfacing bit for CNC router machines solves the area challenge through three critical design elements:
- Large Effective Diameter (Typically 1.5″ to 3″+): To maximize facing area per pass.
- Indexable Carbide Inserts: Unlike a brazed spiral, high-quality surfacing bits use replaceable cutters.
- High Shear Angle Geometry: The cutters are angled to slice through the wood rather than “plow,” significantly reducing chatter and improving finish quality.
This geometry makes them ideal for two distinct jobs: CNC slab leveling and spoilboard surfacing. While often sold under different names, they use the same engineering principles as the high-speed geometries discussed in [Upcut vs. Downcut vs. Compression Bits: When to use each for edge finish].
2. Best Bits for CNC Slab Leveling: The Technical Choices
When you are tackling expensive lumber with significant “twist” or “cupping,” your tool choice is critical. Your selection impacts both the time you spend flattening and the hours you spend sanding afterward.
Indexable Insert Surfacing Bits (The Professional Standard)
These are the undisputed champions of large-scale surfacing. They use solid tungsten carbide inserts secured by screws. When a cutting edge becomes dull or chipped, you simply loosen the screw and rotate the insert to a fresh edge.
- The E-E-A-T Secret: Insert tooling allows you to change the material-specific geometry. For harder woods like Maple, you can install an insert with a negative rake to reduce tear-out.
Brazed Tungsten Carbide (TCT) Surfacing Bits (Budget-Friendly)
These bits have solid carbide wings welded onto a steel body. They are significantly cheaper but are disposable—when they are dull, you must replace the entire bit. They lack the specialized durability we cover in [Diamond Coated & Specialized Bits: For composites and abrasive materials], making them poor choices for abrasive resin work.
3. Mastering the Geometry: Face Cutting vs. Peripheral Cutting
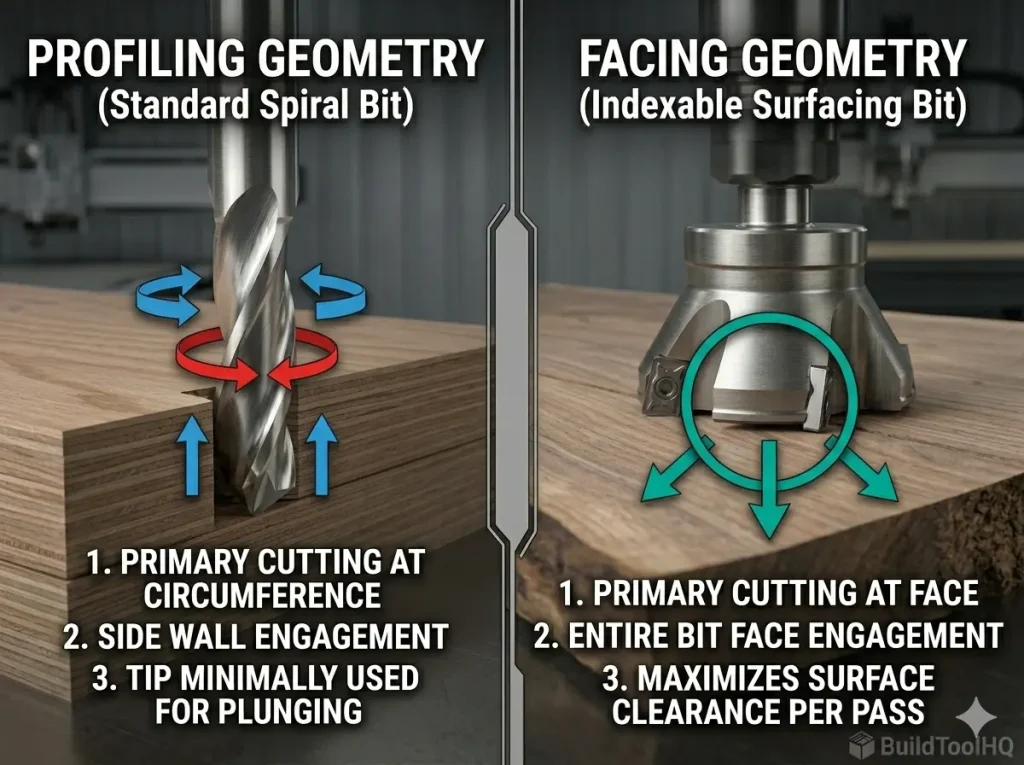
Understanding the fundamental geometry shift: Standard spiral bits cut primarily with their vertical circumference (peripheral cutting). Indexable surfacing bits (like the 3" model shown) are designed for exclusive **face cutting**, leveraging the massive surface area of the tool's end to clear material quickly.To truly understand surfacing, you must grasp the difference between how a spiral bit cuts and how Surfacing and Slab Leveling Bits cut. A standard bit is a peripheral cutter; its helical flutes cut around the circumference.
A surfacing bit is a face cutter. The entire engaged surface of the tool is in constant contact with the material, creating massive friction. Because the diameter is so large, the “Surface Feet per Minute” at the edge of a $3″$ bit is much higher than a $1/4″$ bit at the same RPM.
- The Calculation: $SFM = \frac{Diameter \times \pi \times RPM}{12}$.
- If you run a $3″$ surfacing bit at 18,000 RPM, the edge is moving at over 14,000 feet per minute—this will ignite wood instantly. You must lower your RPM to manage this heat.
4. Maintenance: Keeping the Facing Edge True
In surfacing, your machine’s rigidity is the ultimate constraint. A wide-diameter tool amplifies any flex in your gantry. If your machine isn’t perfectly rigid, you will see visible “ridges” or a “washboard effect.” This is far more pronounced in surfacing than in the precision detail work of [V-Carve Bits and Sign Making: Achieving crisp detail and sharp corners].
5. Maintenance: Protecting the Surface Quality
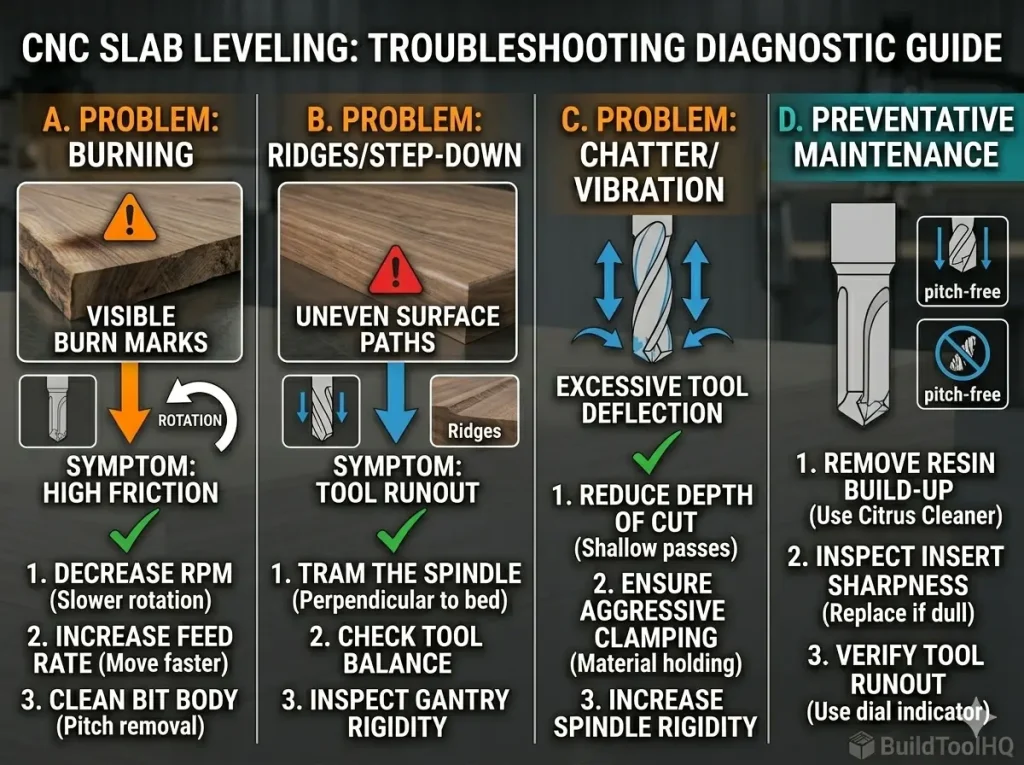
A professional diagnostic guide to solving common surfacing failures: Burning (RPM/Feed), Ridges (Tramming/Deflection), and Chatter (Depth/Rigidity). By focusing on these indicators, you achieve high-performance results for **surfacing bits for CNC router** operations.Surfacing and Slab Leveling Bits work harder than almost any other tool. Their geometry, which maximizes wood contact, is also highly prone to accumulation of pitch and sap.
- Clean Your Bits: After every major surfacing operation, soak the bit body in a citrus-based pitch cleaner. Built-up resin increases friction and heat.
- Inspect Insert Sharpness: Don’t wait until you see smoke. A surfacing operation should produce clean, uniform chips (like shaved coconut), not fine dust.
- Storage: For a full breakdown of tool care, refer to [CNC Bit Maintenance: Sharpening, cleaning, and storage for longevity].
6.Dealing with Specialized Materials (Epoxy and Hybrid Slabs)
If you are leveling epoxy river tables, Surfacing and Slab Leveling Bits are essential, but you must move fast.
- Avoid Melting: Use high feed rates to prevent the bit from “dwelling.” This follows the same logic as our guide on [O-Flute Bits for Plastics and Acrylics: Managing heat and preventing melting].
- Contouring: If your slab has complex 3D shapes or “valleys” that a flat surfacing bit can’t reach, you’ll need to transition to [Ball Nose vs. Tapered Ball Nose: The nuances of 3D carving and finishing passes].
7.Diagnostic: Troubleshooting Your Flattening Passes
If your Surfacing and Slab Leveling Bits are leaving poor results, use this checklist:
- Visible Ridges? Your machine is not properly trammed. The spindle must be $90^\circ$ to the bed.
- Wood is Burning? Your RPM is too high. Decrease your RPM and increase your feed rate. We cover the exact mathematics of determining this in our section on [Aluminum Cutting with CNC: Single-flute secrets and lubrication] (thermal principles remain the same).
- Violent Vibration? Your depth of cut is too aggressive. Decrease your “step-down” to $0.5mm$.
Final Summary for BuildToolHQ Readers
To win the fight against large, warped slabs, you must use the correct weapon:
- For High-Value Live-Edge Slabs: Use a 2.5″ – 3″ Indexable Insert Surfacing Bit for the best finish.
- For General Spoilboard Surfacing: Use a 1.5″ – 2″ Brazed TCT Surfacing Bit.
- For Complex Hardwood Contouring: Use Ball Nose or V-Bits (Not surfacing bits).
By understanding the unique “facing” geometry of these tools, you transform a time-consuming chore into a satisfying foundation for your finest woodworking projects.
Frequently Asked Questions (FAQ)
What is the best RPM for a CNC surfacing bit?
Unlike small 1/4″ bits, large surfacing bits must be run at lower speeds. For a 2.5″ diameter bit, you should set your spindle between 10,000 and 12,000 RPM. High RPMs on a large tool create excessive surface speed, which leads to immediate wood burning and dulls your carbide edges prematurely.
How deep can I cut with a surfacing bit in one pass?
For most CNC machines, you should limit your depth of cut to 0.5mm to 1.0mm (0.02″ to 0.04″) per pass. Because surfacing bits have such a large diameter, cutting too deep creates massive leverage on your spindle and gantry. Shallow passes are the secret to preventing the “washboard” ridges caused by machine flex.
Can I use a surfacing bit on a handheld router?
No. Using a large-diameter (2″+) surfacing bit in a handheld router is extremely dangerous. These bits are engineered for the rigid, controlled movement of a CNC gantry. The high torque and “kickback” potential of such a wide tool can easily cause you to lose control of a handheld machine.
How do I know when to rotate the carbide inserts?
You should rotate your inserts if the bit begins producing fine dust instead of clean, shaved wood chips. Other warning signs include visible “fuzzing” on the wood surface, burn marks appearing on the material, or a noticeable increase in spindle “screaming” or vibration.
Will a surfacing bit work on epoxy resin?
Yes. Indexable surfacing bits are excellent for leveling epoxy river tables. However, epoxy is very abrasive. Ensure you are using a high feed rate to keep the bit moving; if the bit dwells too long in one spot, it will melt the resin rather than cutting it.